収縮、反りと時間
InnovMetricとShapeGrabberのおかげで、MPC Molderでは自動車部品の生産に関するタイムリーな決定が可能に
Miniature Precision Components (MPC)は主力製品(すなわち、PCVバルブ、コネクター、チューブ、接続金具、液だめ、フィラーキャップなど)の利益幅が減少してきたので、ロゴマークが鮮やかな彩色でくっきりと描かれたエンジンカバーといった、自動車メーカーの新たな製品を提供し始めました。MPCの以前の製造品の殆ど全てとは対照的に、これらはハイスタイルな部品(ドーム形状、エンボス加工、縁模様)で、バイヤーがディーラーのショールームでチェックする様な、いわゆる自動車メーカーが‘外観’部品と呼ぶものでした。
これらの部品は、MPCがこれまで作ってきた殆どのものよりも数倍大きかったので、収縮と反り の問題は新たに示された難しい品質保証課題でした。しかし、予定通りに生産を開始する為には、エンジニアは 少なすぎる時間の中で少なすぎるデータだけで、ツーリングや生産工程の重要な決定せざるを得ませんでした。

収縮と反り は、それらだけであっさり許容値範囲全体を超える事があり、更に避けられない成形過程変化が部品を大幅に仕様範囲外にしてしまう事もあります。 しかし自動車メーカーでは、常に時間が取引関係の最重要ポイントになる為、MPCは金型の受け取りから生産開始、そしてサンプル部品の提出までを4週間で行うようにしていました。
全ての製造過程、材料、ツール変動量に適合するには、寸法は+/- 5 mm (約 0.200 inch) の許容値‘範囲’内である必要があります。
収縮と反り は以下によって対応されます:
- 成形過程を変更する
- 部品許容値を緩める
- 冷却備品を取り付ける
- 部品を形成するツールを修正する
これらのどれを実行したとしても4週間は軽くかかってしまい、更なるトラブルシューティングをする時間は残りません。「成形過程を微調整し安定させるだけで4週間はかかりますし、収縮と反りだけでなくもっと他にも対応しなければならない事があるのです。」とClark 氏は話します。
そして、MPCはこの収縮と反りの問題をShapeGrabberの3DレーザースキャナーとInnovMetric Software Inc.の点群検査ソフトウエアであるPolyWorks®を使う事により解決し、さらに経験豊富なMPC経営陣はこの解決策を‘製品化までの時間の短縮とより高度な品質保証’という競争上の優位性にも変えました。
課題
型を作る人々が収縮と反りで直面する難しい点は、それぞれの原因が異なっているという事です。収縮は材料に関連するもので、その範囲は2%~14%、樹脂バッチ間で異なります。反り は、冷却や設計者の薄い部位と厚い部位の使用に関係しています。これらの寸法と許容値の課題に上手く対処するには、多くの解析と計算及び長年の経験が必要になります。
金型メーカーは、プラスチック樹脂の製品安全データシート (MSDS)から推定の収縮値で新たなツールを設計し始めます。反りに対しては、彼らのゲート/ベント/送水管 の知識を生かしました。それでも、ツールが出来上がり動き出すまでは、それらは経験に基づいた推測に過ぎません。
タッチプローブ測定、モールドフロー解析、写真測量法では不十分
レーザースキャンと点群ベース検査より前に、型製作者は 包括的で迅速なサーフェス検査ツールを持っておらず、最も有効な方法が、3次元測定機(CMM)でのタッチプローブ測定、モールドフロー解析、そして写真測量法でした。しかし、これらの方法ではどれも不十分でした。
タッチプローブ測定
タッチプローブ測定は小さな突起やたるみ、またClark氏が指摘する「傾斜における反りのようなより些細なもの」を見逃してしまいます。これが、完全にサーフェスを検査するには数百点しか提供しないタッチプローブ測定よりも、50万点や時には100万点以上の3D点群が必要になる理由です。
更に、「3次元測定機(CMM)は、測定の準備作業に7日、測定に更に2日、そしてその全てのデータを解析するのに5日かかります。またCMMは常に使用されているので、順番待ちをするのにも 7日間は必要になりえます。その為、点毎の方法では、せいぜい2回しか実行出来ません。」とClark氏は付け加えました
モールドフロー解析
モールドフロー解析は、樹脂がどの様に収縮し歪むのかをツールのゲートの位置とサイズを元に予測するコンピュータシミュレーションです。しかしこれには3つの大きな欠点があります:
- 現物のデータではなく、設計データが使われる;次の型改訂に対応させにくい。
- 反り予測は、理論上/デジタル上だけのものである。モールドフローのバーチャル領域を超えての動きには金型メーカーが提供を拒みうる改良が必要となる。
- シミュレーションやモールドフロー解析の様なものは、現状では持ち応えないかもしれない暗黙の了解や数値を含む。
「私達は、その金型で何が起こるはずかではなく、実際に何が起こっているのかを知る必要があるのです。」とClark氏は言います。またモールドフロー解析は、ツール1つにつき最大で12,000ドルと高価でもあり、更に割り当てられた4週間×2は通常かかります。
写真測量法
写真測量法は文字通り高解像度写真撮影で計測する方法です。写真測量法は、レーザースキャナーよりも何倍も大きくサーフェスを捕らえますが、ターゲットを測定物に貼り付け座標系の合わせを行うことが必要になる可能性があります。一度画像がデジタイズされると、それらはすぐにダウンロードしたCADファイルと比較出来、サーフェスパッチとしてCADファイルにアップロードも出来ます。
写真測量法はエンジン真空ハーネス向けの治具やゲージをチェックする代替手段として試されてきました。「この検査の問題点は、治具やゲージが各エンジンによって異なるという事です。 私がここで働いている13年の間に、私達は1,000を超えるゲージを購入してきており、その総額はおそらく350万ドルにもなります。また部品が黒い為、画像としての取り込みに問題があります。それに、私達は常に環境光の影響と奥行き方向の識別能力という課題を抱えています。」
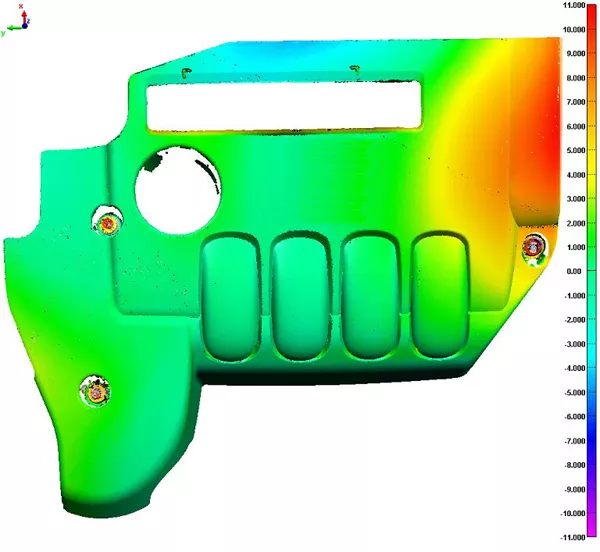
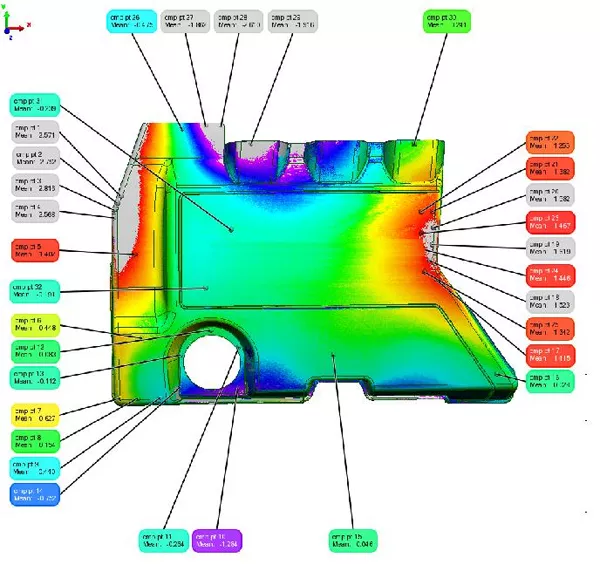
データトCADの比較カラーマップ
解決策
プラスチック部品を検査するのに、MPCはShapeGrabber Ai810Cスキャナーを使いました。多軸の3Dスキャナーなら、マウスを1クリックするだけで完全な部品のスキャニングを開始することが出来、残りはシステムがやってくれます。
この使い易さは、部品セット上の第3回転軸と複合的なスキャン軸(水平線と垂直線)を利用している事によります。これらの軸全ては、同じリファレンスフレームにキャリブレーションされ、データは自動的に位置合わせされます。前もって 既定部品に必要なスキャンをセットしておくと、簡単にスキャン一式がオートメーション化されます。
スキャンヘッドの被写界深度(DOF)がとても大きい為、セットアップ過程にはほんの数分しかかかりません。大抵のその他のスキャナーの様に部品の複雑な輪郭に密接に従う必要がないので、この大きなDOFにより、シンプルで直感的なグラフィカルユーザーインターフェースを使いスキャンをセットアップする事が出来ます。
スキャンヘッドがデータを取得するスピードは18,000 から150,000 点/秒と変化し、その為部品の形状を現す完全な点群が生成されるのにはほんの数分しかかかりません。このデータファイルはその後、PolyWorks|Inspector™により簡単に処理され、検査工程を完了します。
スキャナーは速さと使いやすさから、より大勢のユーザーに利用されやすいものになり、セットアップと検査時間を削減し、他の方法と比較して大幅に検査費用を削減しました。
これまでは収集に長くかかっていたMPC が必要とするデータは、15分で入手出来る様になりました。
PolyWorksでの点群ベース検査
MPCのエンジンカバー検査は、PolyWorks|Inspector™で許容値のフルカラーマップを終えたところです。PolyWorksはスキャナーにより取得した何百万ものデータ点をリファレンスCADモデルと比較します。MPCのスペシャリストは、データ点とCADモデル間で偏差の許容内/許容外を判定する為、PolyWorksで許容値を設定します。表示は赤(プラス許容値、マテリアルが過剰)から青(マイナス許容値、マテリアルが不足)まで全カラースペクトルを使います。このカラーマップ許容値バンドは調整が可能なので、仮定解析にも優れたツールです。「カラーマップは、許容値を変える事、またその度合いにより、どのサーフェスが影響を受けるのか、金型内部の状態を見せてくれます。」Clark氏は説明を続けます。「カラーマップが私達に実際に見せてくれるものは金型内部でどのようにプラスチック部品が浮いているかで、冷却中に部品の材質が 適した寸法と形に収縮していき、設計者が求める形状になるのが分かります。」
もともと検査設計図に記載のないものをチェックする必要が出たとしても、MPCエンジニアはデータ上の点をクリックするか、スキャンし直して点を追加するだけで済みます。どちらであってもものの数分で終わります。
昔は、CMMのプログラムを作り直さなければなりませんでした。「 たった1つタッチプローブ点を追加するだけでも最初からやり直さなければならず、しかもそれには2日間以上もかかりました。」とClark 氏は話します。
MPCのユーザーとその顧客にとって、ShapeGrabber と PolyWorksは以下の事が出来る唯一のシステムでした:
- 生産速度と検査頻度に対応する
- 検査システムを保証する繰り返し性と再現性(R&R)テストに合格
R&Rテストにおいて、オペレーターは部品10個のフィーチャーを3回測定し、その後、2人目のオペレーターが同じ10部品を更に3回測定し、その結果を比較します。PolyWorks と ShapeGrabber はこれらのテストに合格しました。
その他全てのレーザーベースの方法でははるかに時間がかかり過ぎ、どの方法でも、2、3時間内に必要なデータを収集することは出来ませんでした。
「このスキャンは2~3週間もかからず数分で、生産オプションの中から全ての必要なサーフェスデータを出してくれます。」Clark氏は続けます。「そしてPolyWorksでほぼリアルタイムに、位置合わせとフォーマットが得られます。その為最終的に、十分な時間を難しい生産判断をするのに残す事が出来るのです。また、必要とする全ての寸法許容値データを素早く収集する事が出来る事から、各作業の設計や解析にも余分に時間がかけられるようになり、許容値をもっと緩めるかどうか、ツールを修正するかどうか、どこかプロセスを変更すべきかどうか、冷却備品を備えるかどうか、などの決定にこの余剰時間を使う事が出来ておおいに助かっています。」
「MPCは、ShapeGrabberとPolyWorks によって2週間の投資利益率 (ROI)を達成したと確信しています。これらは、品質上の確かさを妥協しないで済むという点と迅速に生産開始が出来るという2つの新たな競争上の優位性を与えてくれました。3D スキャンと点群ベース検査によって生じた余剰時間を私達は今重要なビジネス決定をする時間に充てられています。ShapeGrabber と InnovMetric は、全セットアップ過程を通して非常に役立っています。」とGregory Clark氏は述べています。
メリット
要求の厳しい新市場で成功するということ。
新たなテクノロジーの真の有効性が実際に判断されるのは、ユーザーの日々の業務にニーズを超えたメリットを与えられるかどうかという点です。より大きな企業においてこれらのメリットは、より早い生産開始、より多くの技術解析時間、手法の柔軟性の増加といったところに現れてきます。
ShapeGrabberとPolyWorksという解決策からは以下が提供されました:
- 品質保証の向上により、顧客にサンプルを提出する前に、部品が要求通りに成形されるかどうかを確認しやすくなりました。
- 多数の付加的な寸法検査を削減する事により、生産に向けて手段や製造過程をより早く決定出来る様になりました。
- 検査の柔軟性が向上したおかげで、より多くの生産オプションから判断でき、より多くの時間を金型設計やテストに費やせるようになりました。これはつまり、より良い部品がより早く作れ、結果として顧客もより満足出来るという、MPCの競争上の優位性が増したと言う事になります。
- 競合他社が何日、何週間をタッチプローブ検査に浪費している間に、MPCは瞬時にサーフェス上に500,000から100万以上の点を収集する事が出来るので、製品化までの時間が短縮されました。
- MPCは、完全に機能的で滅多に見られない部品から、非常に定型化された買い手好みのエンジンカバーに移行する事が出来、新市場への進出力が高まりました。